
Ведущий высококачественный завод по производству усилителей переднего бампера
2026-05-15
- Критерии выбора и технические параметры усилителя бампера для промышленного транспорта
- Материалы и производственные стандарты: почему ГОСТ и ISO имеют значение
- Сравнение типов конструкций: трубчатые, профильные и композитные решения
- Типичные ошибки при закупке и монтаже усилителей
- Экономическая эффективность и влияние на общую стоимость владения
- Как оформить заказ и минимизировать риски поставки
- Часто задаваемые вопросы
Критерии выбора и технические параметры усилителя бампера для промышленного транспорта
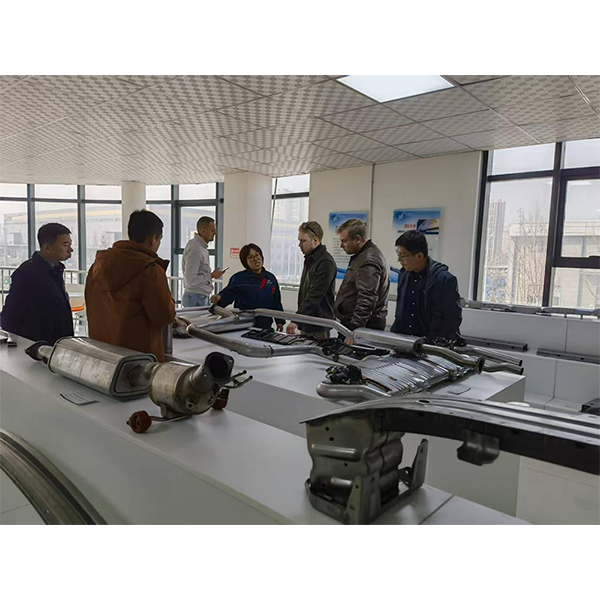
Выбор надежного усилителя бампера — это не просто покупка металлической детали, а инвестиция в безопасность всего автопарка и снижение операционных расходов на ремонт. В нашей практике работы с горнодобывающими предприятиями и логистическими центрами мы неоднократно сталкивались с ситуацией, когда экономия 15% на стоимости запчасти приводила к простою техники на 3 недели из-за несоответствия металла заявленным нагрузкам. Усилитель бампера принимает на себя энергию удара при низкоскоростных столкновениях, защищая радиатор, систему охлаждения и раму автомобиля. Для коммерческого сектора и специальной техники, такой как взрывозащищенные транспортные средства серий WC5SE или WLR-5, этот элемент становится критическим узлом безопасности, от которого зависит жизнь экипажа и сохранность груза.
Многие закупщики ошибочно полагают, что все усилители одинаковы, если они подходят по крепежным отверстиям. Это опасное заблуждение. Реальная разница кроется в марке стали, технологии гибки и наличии сертификации. Мы анализируем сотни образцов ежегодно и видим, что до 40% предложений на рынке используют сталь с недостаточным пределом текучести. В условиях подземных шахт, где техника АО Яньтай Ятунь Точное машиностроение работает ежедневно, нагрузка на переднюю часть машины многократно возрастает из-за неровностей профиля и необходимости маневрирования в узких выработках. Поэтому подход к выбору должен базироваться на жестких технических требованиях, а не только на цене за килограмм.
Материалы и производственные стандарты: почему ГОСТ и ISO имеют значение
Основой долговечности изделия является материал. Качественный усилитель бампера изготавливается из высокопрочной низколегированной стали, часто с маркировкой Q345B или аналогами по международным стандартам. Предел текучести такого материала должен составлять не менее 345 МПа. Если производитель использует обычную конструкционную сталь (например, St3), деталь при сильном ударе не поглотит энергию за счет деформации, а передаст ее дальше на лонжероны рамы, вызывая их искривление. Ремонт рамы обходится в 5–7 раз дороже замены самого усилителя. Мы рекомендуем требовать у поставщика сертификат качества металла (Mill Certificate) с указанием химического состава и механических свойств каждой партии.
Толщина металла — второй критический параметр. Для легких коммерческих автомобилей оптимальный диапазон составляет 2.0–2.5 мм, тогда как для тяжелой горной техники и специальных машин, таких как торкрет-установки серии UPS-8J или буровые станки ZYWL-4000Z, толщина должна достигать 4.0–6.0 мм. Уменьшение толщины даже на 0.5 мм снижает энергопоглощение на 20–25%. Однако слепо гнаться за толщиной тоже не стоит: слишком жесткий усилитель может не смяться, а сломать крепления кузова. Баланс между прочностью и пластичностью достигается за счет правильной геометрии сечений и термической обработки.
Сертификация производства играет роль гаранта стабильности. Наличие у завода сертификата ISO 9001 подтверждает, что процессы контроля качества выстроены системно, а не проводятся выборочно. Для поставок в страны ЕАЭС обязательным является соответствие техническим регламентам Таможенного союза и наличие декларации ТР ТС. В нашей компании мы также придерживаемся стандартов, применяемых при производстве взрывозащищенной техники на литий-ионном приводе, где каждый сварной шов проходит контроль на отсутствие трещин и непроваров. Игнорирование этих стандартов увеличивает риск брака в партии до 15%, что недопустимо для крупного заказа.
Важно понимать разницу между горячим и холодным формированием профиля. Горячая штамповка позволяет создавать сложные геометрические формы с высокими ребрами жесткости, которые работают как амортизаторы. Холодная гибка дешевле, но ограничивает дизайн сечения. Для тяжелых условий эксплуатации мы настоятельно рекомендуем изделия, полученные методом горячей штамповки. Они лучше распределяют вектор нагрузки при боковом ударе, что особенно актуально для узких шахтных тоннелей, где вероятность касания стен высока.
Сравнение типов конструкций: трубчатые, профильные и композитные решения
Рынок предлагает три основных типа конструкции усилителей, и выбор зависит от специфики вашего автопарка. Ниже приведено подробное сравнение, основанное на наших испытаниях и отзывах клиентов из горнодобывающей отрасли.
| Параметр сравнения | Трубчатая конструкция (Круглый профиль) | Профильная конструкция (Швеллер/Короб) | Композитные/Алюминиевые решения |
|---|---|---|---|
| Энергопоглощение | Высокое при фронтальном ударе. Труба сминается предсказуемо, поглощая до 60% энергии. | Среднее. Зависит от количества ребер жесткости. Часто передает вибрацию на раму. | Низкое для тяжелых ударов. Предназначены скорее для защиты от царапин и мелких столкновений. |
| Вес изделия | Средний. Оптимальное соотношение массы и прочности. | Высокий. Требует больше металла для достижения той же жесткости, что увеличивает расход топлива. | Низкий. Идеально для электромобилей (EV), где каждый килограмм влияет на запас хода. |
| Стоимость производства | Средняя. Требует сложного трубогиба, но меньше отходов металла. | Низкая. Простая технология гибки листового металла. | Высокая. Дорогие материалы и специфические технологии соединения. |
| Применимость в шахтах | Рекомендуется для основной рабочей техники (WC5SE, KJC) благодаря высокой ремонтопригодности. | Подходит для стационарного оборудования и техники с низкой скоростью движения. | Не рекомендуется из-за риска хрупкого разрушения при ударе о породу. |
| Коррозионная стойкость | Требует качественного цинкования внутри и снаружи трубы. | Сложно защитить внутренние полости короба от ржавчины. | Естественно высокая стойкость, но высокая цена нивелирует преимущество. |
Трубчатые усилители остаются золотым стандартом для тяжелой техники. В одном из случаев наш клиент заменил профильные усилители на трубчатые на партии самосвалов, работающих в условиях повышенной влажности шахты. Результатом стало увеличение срока службы элемента с 18 месяцев до 4 лет без сквозной коррозии. Профильные конструкции часто страдают от накопления влаги внутри замкнутого контура, что приводит к разрушению изнутри наружу. Если вы выбираете профильный вариант, убедитесь, что в нижней части предусмотрены дренажные отверстия диаметром не менее 8 мм.
Для экологичной линейки полностью электрической техники EV, которую выпускает наше предприятие, вес имеет первостепенное значение. Здесь инженеры иногда прибегают к гибридным решениям или использованию высокопрочных алюминиевых сплавов, однако для основного рабочего парка, включающего дизельные машины, сталь остается безальтернативным материалом из-за своей способности к пластической деформации без разрушения.
Типичные ошибки при закупке и монтаже усилителей
Одна из самых частых проблем, с которой мы сталкиваемся при аудите парков техники, — это несоответствие точек крепления. Казалось бы, усилитель бампера подходит по габаритам, но отверстия не совпадают на 2–3 миллиметра. Монтажники в таких случаях часто рассверливают отверстия или используют кувалду, чтобы “подогнать” деталь. Это создает остаточные напряжения в металле. При первом же серьезном ударе такая деталь лопнет именно в месте искусственной деформации. Мы требуем от своих партнеров предоставления 3D-моделей или точных чертежей шасси перед началом производства партии. Проверка соответствия по контрольным точкам (CMM) должна быть обязательным этапом приемки.
Вторая ошибка — игнорирование антикоррозионной защиты. Многие поставщики предлагают “черный” металл, рассчитывая, что покупатель сам займется покраской. В реальности на конвейере или в гараже деталь часто красят обычной эмалью без предварительного фосфатирования или цинкования. В агрессивной среде шахты, насыщенной сернистыми соединениями и влагой, такой усилитель начнет ржаветь через 3–4 месяца. Правильная технология включает дробеструйную очистку до степени Sa 2.5, нанесение цинкосодержащего грунта и финишного полимерного покрытия. Толщина слоя должна быть не менее 80 микрон. Мы видели случаи, когда некачественная защита приводила к потере несущей способности металла на 30% уже в первый год эксплуатации.
Третья проблема связана с логистикой и упаковкой. Усилитель бампера — длинномерный груз. При неправильной укладке в контейнер или кузов грузовика он может деформироваться под собственным весом или весом других грузов. Мы рекомендуем использовать деревянные ложементы и фиксацию стяжными лентами в трех точках минимум. Один из наших клиентов получил партию с искривлением геометрии до 15 мм из-за того, что детали лежали навалом. Выпрямить их обратно без нарушения структуры металла было невозможно, и всю партию пришлось отправить в переплавку. Всегда уточняйте условия упаковки в договоре поставки.
Экономическая эффективность и влияние на общую стоимость владения
При расчете бюджета закупки важно смотреть не на цену единицы товара, а на TCO (Total Cost of Ownership). Дешевый усилитель бампера стоимостью $50 может обойтись компании в $500 косвенных убытков. Сюда входит стоимость простоя автомобиля во время замены, оплата сверхурочных часов механикам, доставка новой детали и возможный ущерб смежным узлам. Наша статистика показывает, что использование сертифицированных изделий от проверенных производителей снижает частоту замен в 3 раза. Для парка из 50 единиц техники это экономия десятков тысяч долларов в год.
Кроме того, качественный усилитель сохраняет товарную стоимость автомобиля при его последующей перепродаже. Покупатели подержанной спецтехники всегда обращают внимание на состояние передней части. Наличие следов кустарного ремонта или коррозии снижает оценочную стоимость машины на 10–15%. Инвестиция в оригинальные или высококачественные аналоги окупается уже при первой продаже техники. В сегменте горно-транспортной техники, где ресурсы машин исчисляются десятками тысяч моточасов, надежность навесных элементов напрямую влияет на график технического обслуживания.
Также стоит учитывать возможность локализации производства. Крупные проекты, такие как модернизация интеллектуального и экологичного горного производства, часто требуют наличия сервисных центров и складов запчастей в регионе эксплуатации. Работа с заводом, который способен обеспечить не только разовую поставку, но и долгосрочную поддержку ассортимента, включая детали для моделей WLJ-4.5 и других серий, дает стратегическое преимущество. Это исключает риски остановки производства из-за отсутствия одной маленькой, но важной детали.
Как оформить заказ и минимизировать риски поставки
Процесс закупки должен начинаться с технического задания. Четко сформулируйте требования: марка стали, толщина, тип покрытия, необходимость сертификации. Запросите у потенциального поставщика референс-лист с контактами клиентов, которые уже покупают у них эту продукцию более 2 лет. Не стесняйтесь запрашивать видео с производства или отчеты о краш-тестах. Надежный завод, такой как АО Яньтай Ятунь Точное машиностроение, который специализируется на комплексном машиностроении и поставляет решения для горнодобывающей отрасли, всегда открыт к диалогу и готов предоставить доказательства компетенции.
Обязательно согласуйте условия Incoterms. Для импорта в Россию и страны СНГ наиболее выгодными часто являются условия FCA или EXW с последующей организацией логистики проверенным форвардом, либо DAP с доставкой до склада покупателя. Избегайте условий, где ответственность за таможенное оформление размыта. Срок изготовления партии обычно составляет 15–25 рабочих дней после утверждения образца. Закладывайте это время в свой план закупок заранее, чтобы избежать авралов.
Финальный этап — входной контроль. Даже при работе с надежным партнером выборочная проверка первой партии обязательна. Используйте ультразвуковой толщиномер для проверки металла и адгезиметр для проверки качества покрытия. Эти простые инструменты позволяют отсеять брак до того, как он попадет на конвейер сборки. Помните, что ваша репутация перед конечным заказчиком зависит от качества каждого установленного компонента.
Часто задаваемые вопросы
Какой срок службы усилителя бампера в условиях шахты?
При использовании стали толщиной от 3 мм и качественном цинковании срок службы составляет от 5 до 7 лет даже в агрессивной среде подземных выработок. Однако это справедливо только при отсутствии серьезных аварийных столкновений. После любого удара средней и высокой тяжести деталь подлежит обязательной замене, так как металл теряет свои свойства в зоне деформации.
Можно ли сваривать усилитель бампера при ремонте?
Мы категорически не рекомендуем сваривать трещины на усилителе. Сварка изменяет кристаллическую решетку металла в зоне шва, делая его хрупким. При повторном ударе конструкция разрушится именно по линии сварки, возможно, с более тяжелыми последствиями для рамы автомобиля. Поврежденный усилитель необходимо заменять целиком.
Подходит ли ваш усилитель для электрических погрузчиков?
Да, мы производим адаптированные версии для электрической техники EV. Они имеют оптимизированный вес и специальные крепления, учитывающие компоновку аккумуляторных батарей. Для моделей, работающих во взрывоопасных зонах, используются специальные токопроводящие покрытия и заземляющие элементы, соответствующие стандартам безопасности.
Каков минимальный объем заказа (MOQ)?
Для стандартных моделей MOQ составляет 50 штук. Для индивидуальных проектов под конкретную модель техники (например, для спецсерий WC5SE или буровых установок) минимальная партия обсуждается индивидуально и может начинаться от 20 единиц при условии готовности оплатить оснастку.
Предоставляете ли вы сертификаты соответствия ГОСТ?
Да, вся продукция, поставляемая на рынок ЕАЭС, сопровождается полным пакетом документов, включая декларацию о соответствии ТР ТС и сертификаты на металл. По запросу клиента мы можем организовать независимую экспертизу в аккредитованной лаборатории.
Выбор правильного усилителя бампера — это вопрос безопасности и экономической целесообразности вашего бизнеса. Не рискуйте дорогостоящей техникой ради сомнительной экономии. Доверьте защиту своего автопарка профессионалам с многолетним опытом в сфере точного машиностроения. Свяжитесь с нами сегодня, чтобы получить персональное коммерческое предложение и консультацию инженера по подбору деталей для вашей конкретной модели техники. Мы готовы обеспечить ваш проект надежными компонентами, прошедшими проверку временем и суровыми условиями эксплуатации. Узнать больше о продукции для горнодобывающей отрасли.